
质保一年
产地新乡
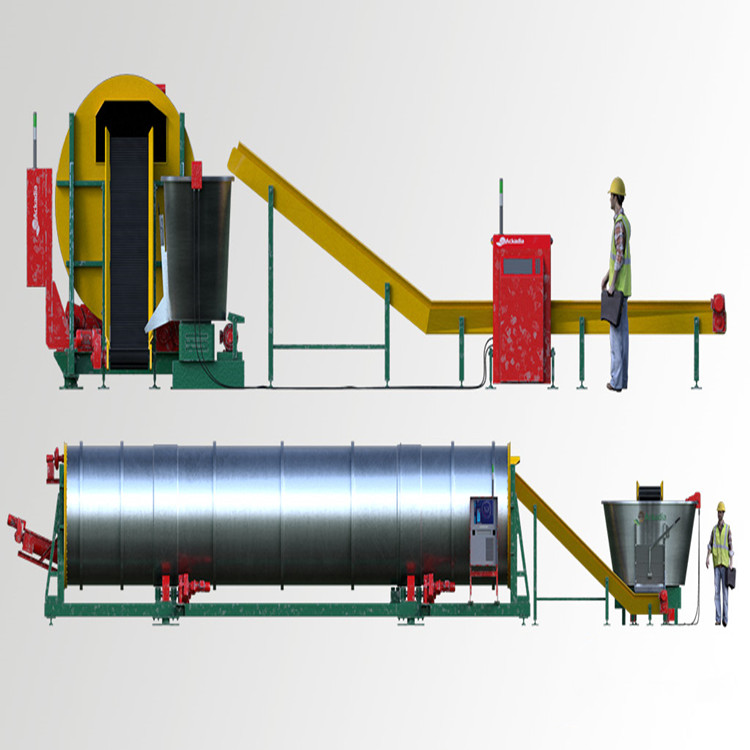
容积10-127立方
功率6KW
驱动方式摩擦传动
日处理量1-30立方
型号HT
售后安装调试
有机废弃物,例如含水率50%-90%的市政污泥、屠宰厂污泥、柠檬酸厂污泥、食品厂污泥、渣、藻类污泥、皮革厂污泥、沼渣、造纸厂污泥、人及动物粪便、海产品污泥等各类不灭活发酵菌的、以动植物源为主要成分的有机污泥存放过程中,菌的臭味会影响周边环境,渗出的水会污泥地下水。因此,需要对有机物污泥通过发酵进行干燥、除味、灭有害菌处理,以实现生成环保肥料、燃烧再利用或无害化处理。目前有机物污泥主要通过槽式发酵、条垛式发酵、立式罐发酵、卧式罐发酵等几种形式来实现。随着我国国民经济的飞速发展和生活水平的不断提高,城市规模和人口数量迅速扩大和增加,伴随而来的城市生活垃圾也与日俱增,城市生活垃圾的污染已经成为一个非常严重的社会问题。 综合我国目前投入运行的垃圾处理厂情况,大多数是采用垃圾堆肥、焚烧、卫生填埋等常规方法 , 少数垃圾处理厂采取垃圾综合利用方法。由于填埋和焚烧占地面积大、投资较高,在中小城市很难推广。因此,在城市垃圾处理方面,生活垃圾生物处理技术及好氧发酵技术有着无可比拟的优越性和广阔发展潜力。
好氧发酵过程是在有氧和有水的情况下产生,它的形成如下所示 :有机物质 + 好氧菌 + 氧气 + 水→二氧化碳 + 水 + 硝酸盐 + 硫酸盐 + 氧化物。因此,通过好氧发酵可以使有机质垃圾转化为有机肥料。由好氧发酵的过程可知,在合适的温度条件下,如何保证好氧菌、有机物质、水和氧气充分混合接触是促进好氧发酵过程的关键所在。
随着我国城镇经济水平的提高和生活质量的改变,城镇地区的生活垃圾产量也迅速增加,同时,农业废弃物、禽畜粪便、灰土等大量混入城镇生活垃圾中,造成了城镇垃圾中有机物含量高,但以往大多城镇均将村镇垃圾进行简易填埋、临时堆放焚烧处理,既污染了土壤、水体、大气环境,又造成了可利用资源的很大浪费。即便个别地区对城镇垃圾中的有机物进行了堆肥处理,但仍存在堆肥周期长、产品产率低、产品纯度不高等问题。因此,如何提供一种充分利用城镇垃圾中有机物的装置是本领域技术人员亟需解决的问题。

随着我国城市化的发展,污水的排放量越来越大,导致城市污泥越来越多,污泥是污水处理后的产物,是一种由有机残片、、菌体、无机颗粒、胶体等组成的其复杂的非均质体。原有污泥的处理方法有焚烧,掩埋,填海等,这样不仅污染生活环境,在一定程度上也造成了资源的浪费。污泥处理常常采用工艺之一是发酵堆肥处理,但是在发酵过程中,会产生很多远高于常温气体的并带有大量水蒸气的废气,现有技术中对于废气的处理往往是直接排到大气中或者收集后通过滤池进行二次处理。这样废气中的热量没有充分利用,水蒸气也未得到有效去除及回收,不仅有可能延长发酵周期或影响发酵效果,而且排放气体还有可能污染环境。部分发酵、堆肥处理都是在露天的场合进行,这样不仅影响周边环境,而且会导致环境或人为等因素引起的发酵物料温度变化幅度较大,影响发酵效果。

发酵指人们借助微生物在有氧或无氧条件下的生命活动来制备微生物菌体本身、或者直接代谢产物或次级代谢产物的过程。发酵有时也写作酦酵,其定义由使用场合的不同而不同,通常所说的发酵,多是指生物体对于有机物的某种分解过程,发酵是人类较早接触的一种生物化学反应,如今在食品工业、生物和化学工业中均有广泛应用。发酵罐是好氧发酵工业生产中关键生化反应设备,在生物发酵生产中,当今普遍采用的罐内具有多级机械搅拌器的传动搅拌装置和罐底设有多种形式通气装置的通用式发酵罐。传统的发酵罐并不能将浆料均匀搅拌,也不能和足量的气体接触,究其原因发现,搅拌叶只能对浆料进行无规律的搅动,浆料不能形成整体的循环移动,因此留下许多无氧死角。这些无氧死角的存在导致了浆料发酵不完全,变质甚至产生有毒物质,危害十分严重,因此,急需提供一套搅拌充分的发酵罐。
近年来,养殖业向集约化、规模化快速发展,为市场提供了丰富而畜禽产品的同时,也带来畜禽粪污等大量的污染物,若不得到及时、有效处置,将对农村环境造成严重的污染。好氧发酵可以通过微生物降解有机物,使有机废弃物实现减量化,无害化、资源化处理。目前,反应器好氧发酵方式,相较于传统场地堆肥,具有发酵效率高、无害化彻底、产品质量高且稳定、占用场地面积小、不受环境因素影响、不易产生二次污染等优势,正日益受到广大客户的欢迎。在现有技术中好氧发酵系统有将畜禽粪污固液分离后投入相应的发酵反应器,该发酵方式使得在反应器好氧发酵伊始,物料自身发酵产生热量,以使嗜热微生物繁殖、分解有机质,并且发酵反应器可设置多个,具有结构简单紧凑,占地面积小,发酵充分,便于生产,节能环保等特点。
HT系列堆肥反应器
